技術提案事例
Q. 精密機械加工部品の製作において、位置決め穴の放電加工の工数がボトルネックになのですが対策法はありますか?
A. 使用上問題がなければ、位置決め用の穴を貫通孔に形状変更することで、工数削減できる場合があります。
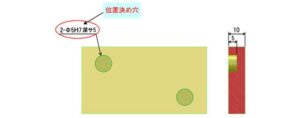
超硬合金などの高硬度材の精密機械加工部品において、図のように位置決め用の穴を設ける場合があります。
位置決め用の穴が止め穴の場合は型彫放電加工が採用されますが、型彫放電加工は電極の製作が必要となりますので、加工時間の増大と材料費のコストアップが懸念されます。
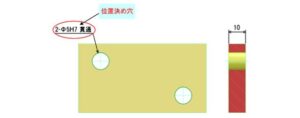
そのため、仕様上問題なければ、位置決め用の穴を貫通穴にすることを推奨します。
貫通穴に変更することで、ワイヤーカット加工へと工法変換をすることができ、加工時間の短縮とコストを抑えることが可能です。ただし、穴の深さが一定以上深くなれば、型彫放電加工の方がメリットの大きい場合があります。
したがって、穴の深さによって、加工方法を選択する方がよく、加工者との事前のすり合わせが重要になります。
コストダウンに関する技術提案事例
- 01. 型彫放電加工においてコストダウンを図る工夫はありますか?
- 01. 型彫放電加工において、電極形状が複雑になってしまいリードタイムが増加してしまいます。
- 01. 穴加工において、テーパが発生してしまっているのですが対策法はありますか?
- 01. 精密機械加工部品の製作において、位置決め穴の放電加工の工数がボトルネックになのですが対策法はありますか?
- 01. 穴加工において、現在小径工具を使用していますが、加工工数が掛かってしまっています。
- 01. 高硬度材を用いた金型製作において、加工工数を抑える方法はありませんか?
- 01. 精密穴加工において、複数の工具を用いているため加工時間が長くなってしまいます。
- 01. 高精密な精度が要求される加工の納期を短縮する方法はありますか?
- 01. 精密深穴加工で加工時間を短縮する方法はありますか?
- 01. 超硬ロー付けのコストダウン方法はありますか?