技術提案事例
Q. 型彫放電加工においてコストダウンを図る工夫はありますか?
A. 型彫放電加工の加工箇所を減らすことがコストダウンにつながります。
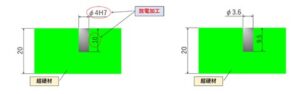
超硬合金などの高硬度材を用いて、図(Before左)のような10mm、φ4H7の穴加工を行う際は、型彫放電加工で加工を行います。
型彫放電加工は電極を製作する必要がある上、加工とともに電極を消耗するため、加工工数が増加してしまうと、その分コストが嵩んでしまいます。
加工工数を削減するために、材料発注の時点で図(Before右)のように、深さ9.5mm、φ3.6の粗加工がされた材料を仕入れることで、型彫放電加工の加工箇所・工数を削減することが出来ます。
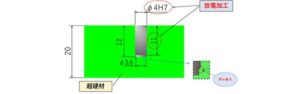
さらにコストダウンを図る対策法として、製品の使用上問題がなければ図(After)のように底面に逃げを設ける方法があります。
粗加工時の穴径は変更せずに、穴の深さを図面指示より2mmほど深い、12mmまで粗加工された材料を仕入れることで、従来の設計より底面の加工箇所を減らすことができます。
高硬度材の加工に用いられる型彫放電加工は、電極の消耗をどれだけ抑えるかが重要となります。
そのため、可能な限り型彫放電加工での加工箇所を減らすために、材料を発注する際に粗加工された材料を仕入れることや、底面に逃げを追加して仕入れることでコストダウンをすることが可能です。
コストダウンに関する技術提案事例
- 01. 型彫放電加工においてコストダウンを図る工夫はありますか?
- 01. 型彫放電加工において、電極形状が複雑になってしまいリードタイムが増加してしまいます。
- 01. 穴加工において、テーパが発生してしまっているのですが対策法はありますか?
- 01. 精密機械加工部品の製作において、位置決め穴の放電加工の工数がボトルネックになのですが対策法はありますか?
- 01. 穴加工において、現在小径工具を使用していますが、加工工数が掛かってしまっています。
- 01. 高硬度材を用いた金型製作において、加工工数を抑える方法はありませんか?
- 01. 精密穴加工において、複数の工具を用いているため加工時間が長くなってしまいます。
- 01. 高精密な精度が要求される加工の納期を短縮する方法はありますか?
- 01. 精密深穴加工で加工時間を短縮する方法はありますか?
- 01. 超硬ロー付けのコストダウン方法はありますか?