技術提案事例
Q. 精密穴加工において、複数の工具を用いているため加工時間が長くなってしまいます。
A. 必要な部分以外に逃げを追加することで、加工時間を短縮できます。
深穴加工はワークの厚みによる切削量の増加によって、加工時間が延長します。
さらに、精度を要求される場合には、専門工具を複数使用しなければならないため、段取り替えによる更なる加工時間の延長と工具費によるコストアップが余儀なくされます。
そのため、加工精度が求められない部分には逃がしを持たせることが重要となります。
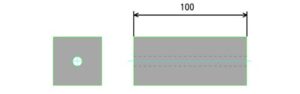
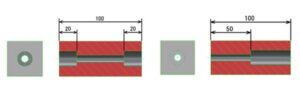
例えば、深さ100mmの深穴加工においては、使用用途等を加味し、上面から50mmまでは元の精度の精密穴加工を行い、残りの50mmは逃がしを持たす形状に変更、あるいは表裏から20mmまでは逃がし加工を行い、残りの中心部を精密穴形状に変更しています。
深穴加工を行う場合には、図面指定にある通りの加工を行うだけでなく、実際に必要となる有効長さを把握することが必要です。
この有効長さを把握することで、加工時間・仕上げ時間を減らすことができ、コストダウンが可能となります。
コストダウンに関する技術提案事例
- 01. 型彫放電加工においてコストダウンを図る工夫はありますか?
- 01. 型彫放電加工において、電極形状が複雑になってしまいリードタイムが増加してしまいます。
- 01. 穴加工において、テーパが発生してしまっているのですが対策法はありますか?
- 01. 精密機械加工部品の製作において、位置決め穴の放電加工の工数がボトルネックになのですが対策法はありますか?
- 01. 穴加工において、現在小径工具を使用していますが、加工工数が掛かってしまっています。
- 01. 高硬度材を用いた金型製作において、加工工数を抑える方法はありませんか?
- 01. 精密穴加工において、複数の工具を用いているため加工時間が長くなってしまいます。
- 01. 高精密な精度が要求される加工の納期を短縮する方法はありますか?
- 01. 精密深穴加工で加工時間を短縮する方法はありますか?
- 01. 超硬ロー付けのコストダウン方法はありますか?