精密加工技術コラム
2024年01月01日
平面研削加工とは?
平面研削加工とは?
平面研削加工は平面研削盤と回転研石を用いて行う研削加工の一種で、工作物の平面部分に対し研削を施す加工です。高速回転する砥石にワークを押し当て、ワーク表面の凹凸を数μm単位で削り取る精密加工技術になります。平面研削加工はよく平面研磨加工と混同されます。いずれも被削材の表面を加工して高精度に仕上げるという点では同じですが、細かな目的や加工方法は異なります。研削加工は金属を削り取ることを目的としており、回転する砥石で被削材の表面を物理的に削り、平行度や平面度の精度を高めていきます。一方で、研磨加工は金属を磨くことを目的としており、表面を滑らかにすることで加工面の精度を向上させます。つまり、平面研削加工と平面研磨加工は表面の精度を高める加工方法ですが、加工方法が削ると磨くで全く異なる加工技術になります。
研削盤に欠かせない砥石について
砥石は、硬い研粒と呼ばれる微細な砥粒を、結合材によって結合した多孔質の研削工具です。高速で回転する砥石の無数の刃先が、工作物の表面を微細に削り取ることで、滑らかで高精度な面を作り出します。その用途は多岐にわたり、金属部品の精密仕上げ、金型の製作、セラミックスやガラスなどの難削材の加工などです。砥石の選択は、加工物の材質、求められる精度、加工方法などによって大きく左右されます。例えば、鋼材の荒加工には比較的粗い粒度の砥石が、精密な仕上げ加工には非常に細かい粒度の砥石が用いられます。また、結合材の種類によっても砥石の硬さや靭性が変わり、加工効率や寿命に影響を与えます。
砥石に起こる加工不良の原因となる現象
どんなに優れた砥石でも、使用状況や管理が適切でないと、期待される加工精度を得られないばかりか、不良品の発生につながる可能性があります。
目詰まり
研削加工中に、削りカスや加工油などが砥石の気孔に詰まってしまう現象です。目詰まりが発生すると、砥石の切れ味が低下し、摩擦熱が増加します。その結果、加工物の焼け付き、寸法精度の悪化、表面粗さの不良などを引き起こす可能性があります。特に、軟らかい材質や粘り気の強い材質を加工する際に起こりやすい現象です。
ドレッシング不良
砥石の表面は、使用していくうちに摩耗したり、目詰まりを起こしたりします。そのため、定期的に「ドレッシング」と呼ばれる再成形作業が必要です。ドレッシングが不適切だと、砥石の切れ味が回復せず、真円度が悪化したり、砥石の表面が凸凹になったりします。これにより、加工面の精度不良やビビリ振動の原因となることがあります。
クラックとチッピング
砥石に過度な負荷がかかったり、不適切な冷却が行われたりすると、砥石に亀裂(クラック)が入ったり、欠け(チッピング)が発生したりすることがあります。これらの損傷は、加工面の不良だけでなく、最悪の場合、砥石の破片が飛散する危険性も伴います。砥石の選定ミスや、研削条件の設定ミスが主な原因となります。
砥石の摩耗
砥石は、加工物を削るごとに少しずつ摩耗していきます。これは避けられない現象ですが、過度な摩耗は、寸法精度の悪化や加工時間の増加につながります。砥石の材質や粒度、結合材の種類、そして研削条件などが摩耗の進行度合いに影響を与えます。
平面研削加工のメリットとは?
平面研削加工には、大きく2点のメリットがあります。
①厚み仕上げ加工が可能
マシニング加工での厚み仕上げ加工では面粗さが出ません。
厚みの公差が決められない場合、平面研削であれば、
物にもよりますが、面粗さは、Ra0.05a以内で加工が可能です。
②高硬度材への研削加工が可能
平面研削加工は硬度の高い超硬材でもダイヤモンド砥石で面粗さを仕上げることが可能です。
当社の場合、ワークサイズにもよりますが、平面度0.005mm程度であれば実績があります。
例えば焼き入れ材はマシニング加工では対応できないで、平面研削加工が採用されます。
当社の平面研削加工事例をご紹介!
本記事では、当社が平面研削加工を用いて加工した部品・製品をご紹介します。
超硬直彫サンプル部品

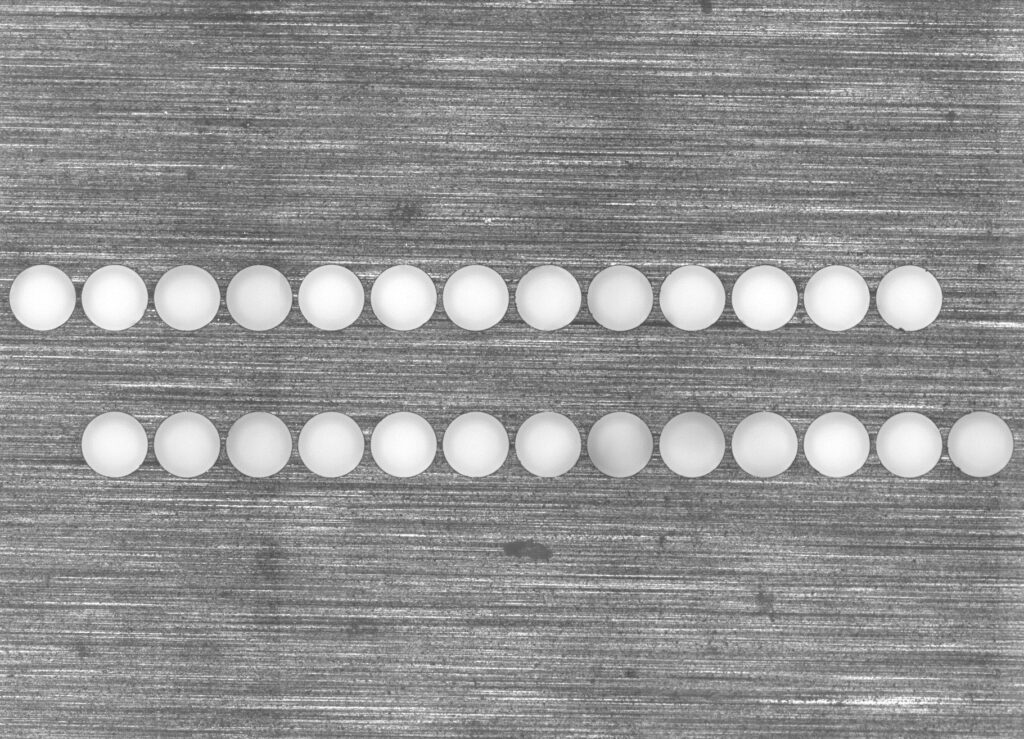
超硬直彫サンプル部品は外周を円筒研削加工で行い、厚み部は平面研削加工を、キー溝加工部はワイヤー放電加工を行った複合加工品になります。本製品の特徴は計20か所に掘り込みがあり、掘り込み深さは全て均等に±1/100以内で抑えている点です。また掘り込み穴はワイヤー放電加工を活用してφ4mmで加工しています。
超硬厚み±0.005mm加工部品
この超精密ワイヤーカット加工部品は、3.6×2.6×厚み0.5mmの超硬板に、Φ0.24の穴を26穴加工したもので、穴径・穴ピッチ精度ともに±0.001mmで、さらに平面研削加工により厚み方向も±0.005mmを達成したものです。穴と穴との壁厚が0.02mmと非常に薄くなっているため壁の部分がつぶれないように、まずΦ0.15以下の下穴を空けた後、Φ0.05のワイヤー線を用いてΦ0.24の穴を高精度に加工しています。
Ra0.025 試作鏡面加工品

本製品は超硬合金をワイヤーカット加工にて切り出した後、平面加工と鏡面ラップ加工で高品質な面仕上がりを実現しています。
本製品の内部形状(ハート・クラブ・ダイヤ・スペード)のような細かい部分に対して鏡面ラップ加工を施す際は、注意点があります。それは、ラップ加工により製品の角ダレが発生してしまうことです。面取り不可の製品の場合は、この角ダレによって製品の作り直しが必要になる可能性があるため、必要以上にコストが高くなってしまいます。
この問題に対して装置部品 精密加工.comを運営する㈱キンコーでは、過剰な面粗度を要求されない箇所には鏡面ラップ加工を削減し、研削加工のみの1工程に短縮しています。これによって、加工時間の短縮や品質不良の減少によるコストダウンを実現しています。
超硬焼き嵌め 粉末冶金金型
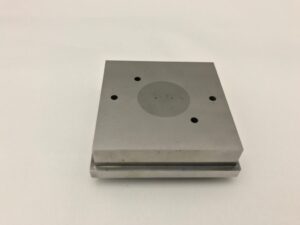
この製品は中央部に厚さ15mmの非常に厚い超硬を焼嵌めしており、2か所に微細孔加工を施コーナーR0.03mmのT字形状の微細孔加工を施しております。
厚みのあるワークに対してワイヤー放電加工を行う場合には、加工品の中心部にワイヤー線が引っ張られる現象が発生し、中心部がミクロン単位で大きくなる太鼓形状となってしまいます。
太鼓形状となることを防ぐために、装置部品 精密加工.COMを運営する㈱キンコーでは、長年蓄積した厚物加工ノウハウを活かし、上下と内部の寸法差の発生を最小限に抑えることを可能にしております。
穴径φ0.06 打ち抜き部分超硬金型

金型の打ち抜き部は摩耗が激しいため、耐摩耗性の材質を選ぶ必要があります。そこで本製品では、加工費と材料費を考慮した上で、SUS303を土台として打ち抜き部にのみ超硬を焼き嵌めしております。
また本製品では、グリーンシートやMCPETに対する精密な打ち抜きを用途とするため、超硬部分に対して微細な穴加工を施すことが必要となります。
ただ当社では過去φ0.04mmの細穴加工を行った実績があり、φ0.06mmの穴加工に対応することが可能です。
ハニカム形状 超硬微細溝加工品
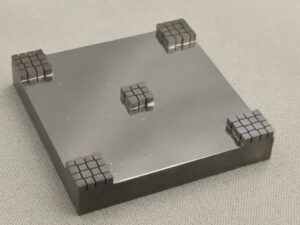
こちらの超硬加工品の四隅および中央部のハニカム形状となっている部分は、形彫放電加工にて溝幅0.15±0.005mmで仕上げています。本製品のような微細溝加工の場合には市場で取り扱われる電極では求められる加工精度が出ないために、専用の電極の加工が必須となります。
当社では保有する最高主軸回転数が60,000rpmの超精密マシニングセンタを活用して自社で精密な電極を製作しており、最小0.05mmという超微細溝への加工にも対応しています。さらにインコーナーの精度出しが最も難しいとされる形彫放電加工においても、装置部品 精密加工.COMを運営する(株)キンコーでは、最小インコーナーRを5μmという微細な角加工を行うことができます。
超硬製 精密プレート

こちらの精密プレートは平面研削加工をした後に、ワイヤーカット放電加工と細穴放電加工で加工精度±0.005mmまでに仕上げています。研削加工で重要なこととして製品と接する先端が常に尖った新しいものになる自生作用があります。超硬の場合には切屑が粉状かつ細かくためにこの自生作用が進まず、目づまりが早く起きてしまい切削性が低下してしまいます。装置部品 精密加工.COMを運営する株式会社キンコーでは、平面研磨を得意としておりますので、材質に合わせて砥石の選定を行うことで最適な加工時間を実現することができます。今回の場合では砥石の番手を下げることで切削性が良好となり、加工時間短縮とコストダウンを実現しました。
平面研削加工のことなら、当社にお任せください!
装置部品 精密加工.COMを運営する株式会社キンコーでは、超精密平面研削加工を得意としております。材質にもよりますが、スペック的には平面度・平行度ともに±2μmまでの対応を可能としております。当社は大小合わせて6台の平面研削盤を用いて、一般鋼材の他ステンレス、アルミ、超硬、セラミックス、ガラス等の幅広い材質の加工にも対応しております。お困りごとの案件がございましたら、ぜひお声掛けください。
最新の技術コラム
-
2026年02月18日
超硬ニードルピンとは?特徴・用途から微細加工事例まで
ニードルピンとは
続きはこちら
2025年04月03日
キャピラリーとは?
半導体の製造過程で「キャピラリー」が使用されます。キャピラリーは微細な液体や気体の精密制御を行うことができ、半導体デバイスの性能と信頼性に影響します。 半導体分野…
続きはこちら
2025年01月16日
ダイシング工程に使用される製品の紹介
ダイシング工程とは スマートフォン、パソコン、自動車など、あらゆる電子機器に欠かせない半導体の製造過程において、重要な役割を担うのが「ダイシング工程」です。ダイシ…
続きはこちら
2024年12月04日
転写ピンとは
転写ピンとは 転写ピンとは、ピンの形状を樹脂や接着剤に転写するために用いられる部品です。プラスチック成形や金型の製造工程において、成形品に特定の模様や形状を付与す…
続きはこちら