精密加工技術コラム
2026年05月29日
平面研削加工における高精度加工のポイント
平面研削加工とは
平面研削加工は平面研削盤と回転研石を用いて行う研削加工の一種で、工作物の平面部分に対し研削を施す加工です。高速回転する砥石にワークを押し当て、ワーク表面の凹凸を数μm単位で削り取る精密加工技術になります。平面研削加工はよく平面研磨加工と混同されます。いずれも被削材の表面を加工して高精度に仕上げるという点では同じですが、細かな目的や加工方法は異なります。研削加工は金属を削り取り、加工面の精度を向上させることを目的としております。詳しく説明すると、回転する砥石で被削材の表面を物理的に削り、平行度や平面度の精度を高めていきますが、使う砥石の番手により仕上げの面粗度に違いが発生します。一方で、研磨加工は金属を鏡面に磨くことを目的としており、表面を滑らかにすることで加工面の面粗度を向上させます。つまり、平面研削加工と平面研磨加工は表面の精度および面粗度を同じように高める加工方法ですが、加工方法が微細に削りとることと、磨くことで仕上げる面粗度の違いが発生する加工技術となります。
特に、
- 半導体関連部品
- 電子部品
- 精密金型
- 医療機器部品
- 光学機器部品
など、高精度が求められる分野では欠かせない加工方法です。
平面研削加工のメリットとは?
平面研削加工には、大きく2点のメリットがあります。
①厚み仕上げ加工が可能
マシニング加工での厚み仕上げ加工では面粗さが出ません。厚みの公差が決められない場合、平面研削であれば、物にもよりますが、面粗度は、Ra0.05以内で加工が可能です。
②高硬度材への研削加工が可能
平面研削加工は硬度の高い超硬材でもダイヤモンド砥石で面粗度を仕上げることが可能です。当社の場合、ワークサイズにもよりますが、平面度0.005mm程度であれば実績があります。例えば焼き入れ材はマシニング加工で面粗度を向上させることが困難なので、平面研削加工が採用されます。
平面研削加工の精度を左右するポイント
クーラントの温度管理
平面研削加工では、クーラントの管理も重要です。加工液の温度が変化すると、機械・ワークともに寸法変化が発生します。ミクロン単位の加工では、このわずかな変化が精度不良につながります。そのため、クーラント温度を安定させることが重要です。現場の温度管理およびフィルター清掃の不足による温度管理不良です。フィルターが詰まるとクーラントで加工液の温度管理が困難となり、結果として加工条件が安定せず、平面度や面粗度にも影響が出ます。
どれだけ高精度な研削盤を使用していても、加工環境やクーラントなどの周辺の管理ができていなければ安定した精度は出せません。
治具管理
高精度な平面研削加工では、治具の管理も重要です。ワークを安定して固定できなければ、加工精度は安定しません。キンコーでは、加工する材料に合わせて治具を製作し、平面度・平行度を高いレベルで管理しています。
また、治具は使用することで摩耗します。そのため、定期的な治具の研磨などのメンテナンスを行い、常に安定した状態を維持することが重要です。製品を載せるチャッキング面についても、定期的に研磨を行い、接触面精度を維持しています。平面研削加工では、機械だけでなく、治具や周辺環境まで含めた管理が高精度な品質維持につながります。
平面研削加工における砥石
砥石は、硬い研粒と呼ばれる微細な砥粒を、結合材によって結合した多孔質の研削工具です。高速で回転する砥石の無数の砥粒が、工作物の表面を微細に削り取ることで、滑らかで高精度な面を作り出します。その用途は多岐にわたり、金属部品の精密仕上げ、金型パーツの製作、セラミックスやガラスなどの難削材の加工などです。砥石の選択は、加工物の材質、求められる精度、加工方法などによって大きく左右されます。例えば、鋼材の荒加工には比較的粗い粒度の砥石が、精密な仕上げ加工には非常に細かい粒度の砥石が用いられます。また、結合材の種類によっても砥石の硬さや靭性が変わり、加工効率や寿命に影響を与えます。
同じ条件で加工しても、
- 発熱量
- 面粗度
- 加工負荷
- 砥石摩耗
などは砥石やワークの材質によって大きく変わります。そのため、送り速度・切込み量・砥石の種類などを材料毎に調整する必要があります。この条件設定は、実際の加工経験によるノウハウが大きく影響します。キンコーでは、これまで蓄積してきた加工条件データをもとに、材質ごとの最適条件を選定しています。
砥石のドレス管理
砥石は使い続けると目詰まりを起こします。目詰まりした状態では切れ味が低下し、発熱や面粗度悪化の原因になります。そのため、適切なタイミングでドレスを行い、砥石状態を整えることが重要です。ドレスのタイミングは、加工音や加工面の状態などを見ながら判断します。この管理は加工条件による判断だけでは難しく、最終的には経験や実績による判断も必要になります。平面研削加工では、こうした細かな管理が最終的な加工品質に直結します。
平面研削加工でキンコーによく相談される内容
当社では
- 平面度をもっと出したい
- 反りを抑えたい
- 薄物を加工したい
- 他社で断られた
- サブミクロンレベルの精度を出したい
といった相談を多くいただいています。特に電子部品業界では要求精度が厳しく、平面度1μmレベルの相談も少なくありません。また、加工だけでなく、計測環境まで含めた管理も重要になります。材質・サイズ・厚みなどによって最適条件は変わるため、当社では、図面段階から加工方法を検討することもあります。
当社の超精密平面研削加工実績
超硬直彫りサンプル部品

超硬直彫サンプル部品は外周を円筒研削加工で行い、厚み部は平面研削加工、掘り込み部はマシニング加工、キー溝加工部及び丸穴部はワイヤー放電加工を行った複合加工品になります。本製品の特徴は、厚みを±1μmにて高精度加工を行い、なおかつ掘り込み深さを全て均等に±1/100以内にマシニングセンタで高精度に直彫り加工をしている点です。
穴径・穴ピッチ精度±0.001mm加工部品
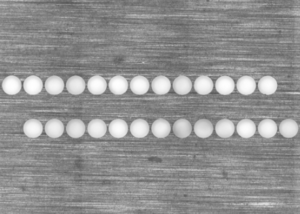
この超精密ワイヤーカット加工部品は、3.6×2.6×厚み0.5の超硬板を平行度1μmに研削加工を行い、Φ0.24の穴を26穴加工したものです。穴径・穴ピッチ精度ともに±0.001mmで、穴と穴との壁厚が0.02mmと非常に薄くなっているため壁の部分がつぶれないように、高精度に加工しています。
>>穴径・穴ピッチ精度±0.001mm部品の加工事例について詳しくはこちら
超精密平面研削加工はお任せください
平面研削加工では、設備性能だけで高精度が決まるわけではありません。クーラント、治具、砥石、加工条件などを総合的に調整することで、安定した高精度加工が可能になります。
装置部品 精密加工.COMを運営する株式会社キンコーでは、超精密平面研削加工を得意としております。材質にもよりますが、スペック的には平面度・平行度ともに±2μm以内での対応を可能としております。これらを実現出来る要因としては、当社が長年培ってきた高い加工技術ノウハウと高精度加工を実現する設備を保有しているからです。超精密の平面研削加工において当社は、ワークに適した砥石選定と加工機毎の送り速度・切り込み量の調整など様々な技術を有しています。さらに、大小合わせて6台の平面研削盤を用いて、一般鋼材の他ステンレス、アルミ、超硬、セラミックス、ガラス等の幅広い材質の加工にも対応しております。お困りごとの案件がございましたら、ぜひお声掛けください。
最新の技術コラム
-
2026年05月29日
平面研削加工における高精度加工のポイント
平面研削加工とは
続きはこちら
2026年02月18日
超硬ニードルピンとは?特徴・用途から微細加工事例まで
ニードルピンとは
続きはこちら
2025年04月03日
キャピラリーとは?
半導体の製造過程で「キャピラリー」が使用されます。キャピラリーは微細な液体や気体の精密制御を行うことができ、半導体デバイスの性能と信頼性に影響します。 半導体分野…
続きはこちら
2025年01月16日
ダイシング工程に使用される製品の紹介
ダイシング工程とは スマートフォン、パソコン、自動車など、あらゆる電子機器に欠かせない半導体の製造過程において、重要な役割を担うのが「ダイシング工程」です。ダイシ…
続きはこちら