技術提案事例
Q. 穴加工において、現在小径工具を使用していますが、加工工数が掛かってしまっています。
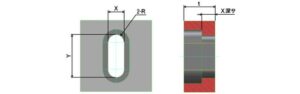
A. 長穴部分の形状変更をすることで、加工工数を短縮することが出来ます。
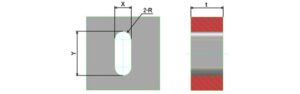
高精度の穴加工では小径工具を使用しますが、径が小さくなればなるほど穴を深くすること困難です。
アスベスト比が10倍を超えると、刃物が逃げてしまい、倒れが起きてしまいます。
また、小径工具では一度の切削量が限られていますので、切削時間の伸びてしまい、加工時間の増大につながります。
そのため、深穴加工の場合には、10倍を超えないように設計するか、または裏表の両側から加工を行うことが好ましいです。
当社では、製品の仕様上で影響がない場合には、長穴の周囲にザグリ形状を加える形状変更を提案しています。
これにより、太径工具と小径工具の使い分けができ、短時間での加工及び倒れの軽減を実現することができます。
このように、高精度の穴加工においては、小径工具を使用する箇所を減らすように形状変更することで、加工品質の安定及び加工時間の短縮を実現することが重要になります。
コストダウンに関する技術提案事例
- 01. 型彫放電加工においてコストダウンを図る工夫はありますか?
- 01. 型彫放電加工において、電極形状が複雑になってしまいリードタイムが増加してしまいます。
- 01. 穴加工において、テーパが発生してしまっているのですが対策法はありますか?
- 01. 精密機械加工部品の製作において、位置決め穴の放電加工の工数がボトルネックになのですが対策法はありますか?
- 01. 穴加工において、現在小径工具を使用していますが、加工工数が掛かってしまっています。
- 01. 高硬度材を用いた金型製作において、加工工数を抑える方法はありませんか?
- 01. 精密穴加工において、複数の工具を用いているため加工時間が長くなってしまいます。
- 01. 高精密な精度が要求される加工の納期を短縮する方法はありますか?
- 01. 精密深穴加工で加工時間を短縮する方法はありますか?
- 01. 超硬ロー付けのコストダウン方法はありますか?