技術提案事例
Q. 型彫放電加工において、電極形状が複雑になってしまいリードタイムが増加してしまいます。
A. 電極の形状を単純化できるように、設計変更を検討することが効果的です。
超硬材などの高硬度材の加工に用いられる型彫放電加工は、加工形状に合わせた電極を製作する必要があるため、加工箇所の形状が複雑になればなるほど、電極の製作に工数が掛かります。
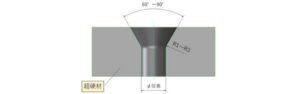
例えば、図(Before)のように、超硬合金を用いて下方向からはストレートな仕上げ穴加工、上方向からテーパ角度60°~90°のテーパ加工、更につなぎ目にR1~3の形状に加工するとなると、型彫放電加工に用いる電極の製作も複雑になり、リードタイムが増加してしまいます。
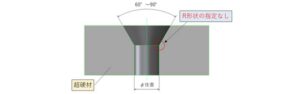
そこで、電極の形状を単純化するために、電極が複雑化をする原因となる箇所の形状を変更することで、電極製作の工数を削減し、リードタイムを短縮することが可能です。
具体的には、従来設計ではR形状をR1.0~R3.0で設計していたものを、つなぎ目部分のR形状を任意に変更することで、つなぎ目を型彫放電加工ではなく「リューター」と呼ばれる工具を使用し加工することが可能になります。
型彫放電加工において工数を削減するためには
・電極の形状が単純化するように設計変更すること
・型彫放電加工より工数のかからない加工方法、今回であれば「リューター」を用いた研削加工で加工できるように設計変更すること
この2点が重要です。
コストダウンに関する技術提案事例
- 01. 型彫放電加工においてコストダウンを図る工夫はありますか?
- 01. 型彫放電加工において、電極形状が複雑になってしまいリードタイムが増加してしまいます。
- 01. 穴加工において、テーパが発生してしまっているのですが対策法はありますか?
- 01. 精密機械加工部品の製作において、位置決め穴の放電加工の工数がボトルネックになのですが対策法はありますか?
- 01. 穴加工において、現在小径工具を使用していますが、加工工数が掛かってしまっています。
- 01. 高硬度材を用いた金型製作において、加工工数を抑える方法はありませんか?
- 01. 精密穴加工において、複数の工具を用いているため加工時間が長くなってしまいます。
- 01. 高精密な精度が要求される加工の納期を短縮する方法はありますか?
- 01. 精密深穴加工で加工時間を短縮する方法はありますか?
- 01. 超硬ロー付けのコストダウン方法はありますか?