技術提案事例
Q. 高硬度材を用いた金型製作において、加工工数を抑える方法はありませんか?
A. 金型に設ける逃げの範囲を、従来設計より大きくとることで加工工数を抑えることが可能な場合があります。
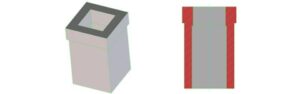
超硬合金などの高硬度材を用いて精密金型を製作する際、加工効率を向上させるために、金型に逃げを設計する場合があります。
逃がし加工する際に、図のように範囲が0.03mm~0.1mmと非常に狭い加工をする場合は、専用の砥石や電極が必要になるなど、準備費の高騰及び加工工数の増加が懸念されます。
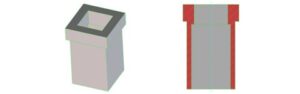
そのため、製品の仕様上問題がなければ、逃げの範囲を従来よりも大きくとることで、汎用的な砥石及び電極を使用することが出来ますので、こちらを推奨します。
このように設計の観点から見直すことで、コストダウンや納期短縮を実現できる場合がございますので、課題を持っている加工品がございましたら、お気軽にご連絡ください。
コストダウンに関する技術提案事例
- 01. 型彫放電加工においてコストダウンを図る工夫はありますか?
- 01. 型彫放電加工において、電極形状が複雑になってしまいリードタイムが増加してしまいます。
- 01. 穴加工において、テーパが発生してしまっているのですが対策法はありますか?
- 01. 精密機械加工部品の製作において、位置決め穴の放電加工の工数がボトルネックになのですが対策法はありますか?
- 01. 穴加工において、現在小径工具を使用していますが、加工工数が掛かってしまっています。
- 01. 高硬度材を用いた金型製作において、加工工数を抑える方法はありませんか?
- 01. 精密穴加工において、複数の工具を用いているため加工時間が長くなってしまいます。
- 01. 高精密な精度が要求される加工の納期を短縮する方法はありますか?
- 01. 精密深穴加工で加工時間を短縮する方法はありますか?
- 01. 超硬ロー付けのコストダウン方法はありますか?